COME
RISOLVERE IL PROBLEMA DELLA RITRAZIONE
EFFETTO
OOZING/STRINGING

L'effetto della
ritrazione, più tecnicamente chiamato OOZING, è uno di quei
problemi che affliggono la maggior parte degli utenti non molto
pratici o poco smaliziati nella stampa 3D. Forse si potrebbe definire
come "il problema" principale tanto è comune ed annoso.
L'estrusione dei
materiali termoplastici è un processo complicato e che vede scendere
in campo decine di variabili. Tuttavia capire cosa provoca queste
fastidiose gocciolature di materiale – appunto l'effetto oozing –
non è poi così difficile.
FOTO 1
FOTO 1

Innanzi tutto
occorre tenere in considerazione, che le prime incomprensioni sono
relative alla retrazione e al suo funzionamento. La ritrazione
provoca il ritiro del filamento fino alla fine dell'hot end. Così
più ritrazione utilizzi meno sarà il materiale in eccesso.
Una volta che il
filamento si è fuso all'interno dell'hot end non potrà più essere
eliminato. La ritrazione impedisce questa situazione negativa.
L'hot-end non è sigillato ermeticamente, se lo fosse non ci sarebbe
possibilità di risucchiare il filamento fuso fino alla fine dell'hot
end e questo causerebbe un eccesso di filamento ridotto in poltiglia.
Fortunatamente non è questo il caso.
Provate a pensare alla cera di una candela. Se provi ad immergere la candela all'interno di una pozza di cera liquida e poi lo estrai, la cera fusa verrebbe via insieme alla candela? Naturalmente no. Una piccola quantità resterà attaccata alla candela ma certo non l'intera pozza di cera. Allo stesso modo il filamento solido posto oltre la zona di fusione non si porterà dietro il filamento fuso.
Bene, quindi se la ritrazione non trascina il filamento attraverso l'ugello, che cosa fa effettivamente?
Provate a pensare alla cera di una candela. Se provi ad immergere la candela all'interno di una pozza di cera liquida e poi lo estrai, la cera fusa verrebbe via insieme alla candela? Naturalmente no. Una piccola quantità resterà attaccata alla candela ma certo non l'intera pozza di cera. Allo stesso modo il filamento solido posto oltre la zona di fusione non si porterà dietro il filamento fuso.
Bene, quindi se la ritrazione non trascina il filamento attraverso l'ugello, che cosa fa effettivamente?
Lo scopo della
ritrazione è semplicemente quello di alleviare la pressione dalla
zona di fusione in modo che il filamento non debba passare in modo
forzato attraverso l'ugello durante lo spostamento dell'estrusore da
un punto all'altro della stampa.
Molto spesso sul
WEB si trovano forum dove vengono proposte soluzioni non efficaci
riguardo alla ritrazione. Si trovano infatti suggerimenti che vanno
da 0,1 mm fino a 20 mm. Ma allora qual'è la giusta misura di
ritrazione? La quantità giusta è quella minima necessaria per
ridurre il più possibile l'effetto oozing, di colatura del filamento
durante il trasporto. Acune stampanti 3D richiedono una ritrazione
maggiore rispetto ad altre e ognuna ha esigenze diverse. In generale
però possiamo dire che difficilmente la ritrazione dovrà essere più
di 5 mm o meno di 1 mm.
Ci sono un altro paio di azioni che influenzano l'effetto oozing. Guardiamo passo dopo passo la calibrazione della stampante 3D per evitare il più possibile l'effetto oozing, ma è molto importante partire da un'estrusore ben calibrato.
Ci sono un altro paio di azioni che influenzano l'effetto oozing. Guardiamo passo dopo passo la calibrazione della stampante 3D per evitare il più possibile l'effetto oozing, ma è molto importante partire da un'estrusore ben calibrato.
Ci sono solo 2
impostazioni da considerare al momento:
Retrazione
Accelerazione
Ci sono
certamente altre impostazioni che influiscono sull'eventuale colatura
di materiale ma questi due sono sicuramente i più importanti e i più
semplici da testare e regolare.
Utilizziamo ora
un semplice file STL per mostrare gli effetti delle diversi
impostazioni sull'effetto oozing.
Come si vede
nella foto sotto, si consiglia di stampare una prova di cubetti in
PLA da 10 mm di lato. Si noterà che essi sono stati distanziati tra
loro di 10 mm, 20 mm e 40 mm. Per questa stampa 3D è stata scelta
una retrazione 0 e 40 mm/sec di accelerazione (velocità con cui
l'estrusore viaggia spostandosi da un punto all'altro dell'oggetto
senza rilasciare filamento). Questo rappresenta il peggior effetto
oozing per una stampa 3D
FOTO 2
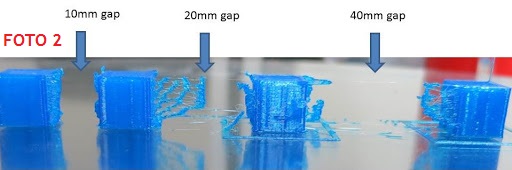
Si può notare
che l'effetto tra i 20 e i 40 mm è di gran lunga peggiore rispetto
alla distanza 10. Questo accade perchè il filamento, sulla breve
distanza, non ha il tempo di fuoriuscire dall'hot end.
Ecco il motivo
per cui la velocità di marcia per i movimenti dell'estrusore che non
prevedono rilascio di filamento, gioca un ruolo molto importante per
evitare l'effetto oozing.
Più veloce si
muoverà l'estrusore meno tempo avrà il filamento di fondere quando
non è necessario.
Tenendo presente
questo come punto di partenza, la prima cosa da fare è aumentare la
velocità di spostamento dell'estrusore. Ogni stampante 3D ha dei
limiti differenti, ma 150-250 mm/sec è una media che ogni stampante
3D è in grado di gestire bene.
In questo caso
la stampa 3D ha una ritrazione a 0 ma l'accelerazione è stata
aumentata da 40 mm/sec a 150 mm/sec.
FOTO 3

Certo, va un po'
meglio ma non è ancora accettabile
Una volta
impostata l'accelerazione possiamo pensare ad aumentare la distanza
di ritrazione. Ancora una volta, l'obiettivo è quello di utilizzarne
la quantità minima necessaria. Impostare un valore di ritrazione più
alto del necessario può causare un mal funzionamento della stampante
3D, macchie e problemi legati all'estrusione.
Questa stampa 3D
ha 1mm di ritrazione e accelerazione a 150 mm/sec
FOTO 4
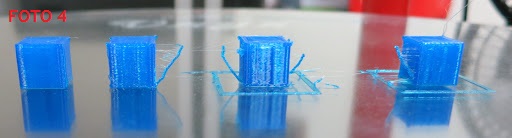
Vediamo un netto
miglioramento – in particolare nel caso della distanza di 10 mm –
ma ancora troppe colature tra le parti.
E ancora:
ritrazione a 2 mm e accelerazione a 150 mm/sec
FOTO 5

Ci sono ancora
un paio di fili sottili di PLA, che in foto si vedono con difficoltà,
ma i bordi e le facce sono completamente puliti, senza macchie o
eccessi di filamento estruso.
Ma non abbiamo
ancora finito. Aumentiamo la ritrazione a 3 mm per vedere se c'è
qualche miglioramento.
Quindi: ritrazione a 3 mm e accelerazione a 150 mm/sec
Quindi: ritrazione a 3 mm e accelerazione a 150 mm/sec
FOTO 6

Risultato perfetto! Nessuna colatura, nessun effetto oozing. I cubi sono stampati perfettamente.
Sembra che 3 mm sia la giusta ritrazione
per il PLA.
Per trovare il giusto equilibrio stampare il primo cubo con le tue solite impostazioni.
In base ai risultati provare a regolare sia l'accelerazione che la ritrazione. ATTENZIONE! Cambiare soltanto un'impostazione per volta. In questo modo si può osservare più facilmente il reale effetto per ogni modifica dell'impostazione. Regolare quindi la ritrazione cambiando di 0.5 o 1 mm per volta. Con distanze superiori a 5 mm o inferiori a 0,5 mm.
Per trovare il giusto equilibrio stampare il primo cubo con le tue solite impostazioni.
In base ai risultati provare a regolare sia l'accelerazione che la ritrazione. ATTENZIONE! Cambiare soltanto un'impostazione per volta. In questo modo si può osservare più facilmente il reale effetto per ogni modifica dell'impostazione. Regolare quindi la ritrazione cambiando di 0.5 o 1 mm per volta. Con distanze superiori a 5 mm o inferiori a 0,5 mm.
Potrebbe servire
inoltre un test per la regolazione su diversi tipi di materiali.
Alcuni filamenti possono ottenere più colature rispetto ad altri e
possono richiedere una maggiore ritrazione.
Come si può
notare da quanto sopra esposto, la regolazione di una macchina FDM
per la stampa 3D non è cosa da poco. Per ogni materiale occorre
ripartire da zero ed eseguire i test fino a trovare la migliore
soluzione possibile per la propria macchina. Ovviamente, nel tempo,
non sarà più necessario modificare i parametri migliori che
rimarranno validi per ogni tipologia di filamento usato.
Commenti
Posta un commento