PEEK FILAMENTO RINFORZATO AL CARBONIO ALTO MODULO DA FILOPRINT UN FILAMENTO PER STAMPA 3D AD ALTISSIME PRESTAZIONI GENERALI ANCHE IN TEMPERATURA
PEEK CARBON FIBER
REINFORCED FILAMENTO TECNICO PER STAMPA 3D ELEMENTI CON CARATTERISTICHE DI MASSIMA RESISTENZA GENERALE ANCHE IN TEMPERATURA
FILOPRINT propone questo filamento altamente tecnologico sul suo shop on line www.filoprint.it -

Il filamento si chiama PEEK CARBON FIBER HM REINFORCED e viene venduto sia a multipli di 10 metri per test di stampa 3D che in bobine senza CHIP di controllo utilizzabili su stampanti ovviamente idonee alla stampa 3D FDM ad altissima temperatura. Questo il link al prodotto sul nostro shop: CLICCA QUI

Il filamento si chiama PEEK CARBON FIBER HM REINFORCED e viene venduto sia a multipli di 10 metri per test di stampa 3D che in bobine senza CHIP di controllo utilizzabili su stampanti ovviamente idonee alla stampa 3D FDM ad altissima temperatura. Questo il link al prodotto sul nostro shop: CLICCA QUI
Il
polietere
etere chetone (PEEK)
è un polimero termoplastico organico incolore della famiglia dei
poliarileterchetoni (PAEK), utilizzati in applicazioni di ingegneria
come appunto tecnopolimero. Si tratta di uno dei
materiali termoplastici con le più alte prestazioni possibili, che
ne permette l'utilizzo altamente performante per la realizzazione di
oggetti con massime prestazioni. E' utilizzato in alcune delle
applicazioni più impegnative, quali guarnizioni, ingranaggi,
boccole, cuscinetti e componenti per pompe e compressori. Industrie
come Automotive, aerospaziale, semi-conduttori, Olii / Gas, medicali,
già da tempo adoperano il PEEK per applicazioni estremamente
tecniche che richiedono prestazioni estreme per lungo tempo.
Gli
attributi del prodotto includono:
• Elevate proprietà termiche: (Tg) di 160 °C
• intrinsecamente ignifugo
• Stabilità idrolitica a lungo termine
• Eccellente stabilità dimensionale (bassa sensibilità al creep e basso coefficiente di dilatazione termica) e dimensioni da parte a parte altamente riproducibili
• Resistenza e modulo eccezionali, anche a temperature elevate
• Buona resistenza a un'ampia gamma di prodotti chimici, come fluidi automobilistici, idrocarburi completamente alogenati, alcoli e soluzioni acquose
• Costante dielettrica stabile e fattore di dissipazione su un ampio intervallo di temperature e frequenzeApplicazioni automobilistiche / trasporti: PEEK CARBON FIBER HM REINFORCED fornisce, ai produttori automobilistici, un'alternativa al metallo ad alte prestazioni, chimicamente resistente, termicamente stabile ed economico, è abbastanza forte da sostituire l'acciaio in alcune applicazioni e abbastanza leggero da sostituire l'alluminio in altri. Per applicazioni quali componenti di trasmissione, corpi farfallati, componenti di accensione, sensori e alloggiamenti dei termostati,Applicazioni elettriche / elettroniche: PEEK CARBON FIBER HM REINFORCED può essere una scelta eccellente per le attuali applicazioni elettriche di oggi, inclusi connettori, componenti MCB come alloggiamenti, alberi e leve, parti interne del disco rigido, FOUP, BiTS, PCB, interni MCCB, dispositivi Plenum, LCD interni del proiettore, componenti delle celle a combustibile e molte altre applicazioni.
• Elevate proprietà termiche: (Tg) di 160 °C
• intrinsecamente ignifugo
• Stabilità idrolitica a lungo termine
• Eccellente stabilità dimensionale (bassa sensibilità al creep e basso coefficiente di dilatazione termica) e dimensioni da parte a parte altamente riproducibili
• Resistenza e modulo eccezionali, anche a temperature elevate
• Buona resistenza a un'ampia gamma di prodotti chimici, come fluidi automobilistici, idrocarburi completamente alogenati, alcoli e soluzioni acquose
• Costante dielettrica stabile e fattore di dissipazione su un ampio intervallo di temperature e frequenzeApplicazioni automobilistiche / trasporti: PEEK CARBON FIBER HM REINFORCED fornisce, ai produttori automobilistici, un'alternativa al metallo ad alte prestazioni, chimicamente resistente, termicamente stabile ed economico, è abbastanza forte da sostituire l'acciaio in alcune applicazioni e abbastanza leggero da sostituire l'alluminio in altri. Per applicazioni quali componenti di trasmissione, corpi farfallati, componenti di accensione, sensori e alloggiamenti dei termostati,Applicazioni elettriche / elettroniche: PEEK CARBON FIBER HM REINFORCED può essere una scelta eccellente per le attuali applicazioni elettriche di oggi, inclusi connettori, componenti MCB come alloggiamenti, alberi e leve, parti interne del disco rigido, FOUP, BiTS, PCB, interni MCCB, dispositivi Plenum, LCD interni del proiettore, componenti delle celle a combustibile e molte altre applicazioni.
Questo
tipo di filamento in base PEEK è ulteriormente
rinforzato con fibra di carbonio che amplifica
esponenzialmente le prestazioni già peraltro ottime del
PEEK. Ora, con l'aggiunta di fibra di carbonio ad alto
modulo, si raggiunge un mix di interessanti risultati in
termini di resa finale.
Le
fibre di carbonio ad alto modulo comprendono queste caratteristiche
• Fibre
di carbonio: alta resistenza (3.1-4.5 GPa), bassa tenacità, alto
modulo elastico (220-800 GPa), bassa densità (1.7-2.1 gr/cm3)
• Modulo
elastico e resistenza a rottura dipendono dal trattamento termico di
carbonizzazione e grafitizzazione.
Densità generale: 1,27 @ 23 ° C ISO 1183
Assorbimento dell'acqua
0,16% - 23 ° C, RH50%, equilibrio ISO 62
0,03% - 23 ° C, RH50%, 24 ore, 2 mm
0,6% - 23 ° C, immersione, equilibrio
0,2% - 23 ° C, immersione, 24 ore, 2 mm
Assorbimento dell'acqua
0,16% - 23 ° C, RH50%, equilibrio ISO 62
0,03% - 23 ° C, RH50%, 24 ore, 2 mm
0,6% - 23 ° C, immersione, equilibrio
0,2% - 23 ° C, immersione, 24 ore, 2 mm
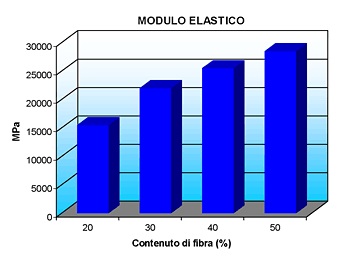
Ciononostante,
tanto l’evidenza sperimentale che la verifica teorica confermano
l’impossibilità di migliorare indefinitamente le proprietà
meccaniche di un compound, es. il carico a rottura, semplicemente
aumentando il contenuto di rinforzo.
In
ogni caso, non è possibile superare il limite comunque imposto dalla
struttura, dalla dispersione, dall’adesione fibra-matrice e dalla
geometria del rinforzo.
Per questa ragione i materiali più caricati soffrono spesso di uno svantaggioso rapporto prezzo–prestazioni, ovvero a fronte di un costo più consistente dovuto all’elevato contenuto di fibra, non si conseguono risultati in linea con le aspettative.
SOSTITUZIONE DEL METALLO
Lo sviluppo di nuovi progetti a livello industriale attualmente contempla richieste e specifiche sempre più esigenti. Le necessità più frequenti, nel caso di tecnopolimeri strutturali, riguardano:
Lo sviluppo di nuovi progetti a livello industriale attualmente contempla richieste e specifiche sempre più esigenti. Le necessità più frequenti, nel caso di tecnopolimeri strutturali, riguardano:
1.
maggior
rigidezza dei manufatti,
che devono pertanto risultare capaci di sostenere carichi anche
considerevoli ma con spostamenti e deformazioni correlate sempre più
contenute;
2.
rispetto
sempre maggiore delle tolleranze di progetto
grazie anche ad un’ottima stabilità dimensionale;
3. maggiori possibilità di sostituzione del metallo e dei compositi a matrice termoindurente, in modo da introdurre così processi industriali più economici e puliti come lo stampaggio ad iniezione.
3. maggiori possibilità di sostituzione del metallo e dei compositi a matrice termoindurente, in modo da introdurre così processi industriali più economici e puliti come lo stampaggio ad iniezione.

PEEK:
il
polietereterchetone è generalmente riconosciuto come il polimero
commerciale più performante in assoluto grazie alle sue proprietà
tribologiche ed alla resistenza chimica e termica (temperature di uso
in continuo superiore a 260°C).
Una simile matrice si presta ottimamente alla realizzazione di un compound rinforzato con fibre di carbonio HM destinato ad applicazioni senza compromessi, es. nel campo delle telecomunicazioni o in ambito elettronico e militare.
B
– selezionare le fibre di carbonio.Le
fibre di carbonio normalmente impiegate nella produzione di compound
termoplastici vengono selezionate fra quelle ad alta tenacità, al
fine di accrescere il modulo elastico del materiale risultante senza
però penalizzarne la resilienza.
Nella tabella
CARATTERISTICHE DELLE FIBRE DI CARBONIO si evidenzia la differenza
fra le fibre ad alto modulo (HM) e quelle ad alta tenacità (HT) ed è
evidente come: le prime mostrano un modulo elastico più che doppio
rispetto alle seconde.

CARATTERISTICHE
TERMICHE
Punto di fusione: 20
°C/min, 2°riscaldamento (DSC) n / a
Punto di fusione: Dopo raffreddamento sotto 0,5 °C/min Da 300 a 305 °C
Punto di fusione: Dopo raffreddamento sotto 0,5 °C/min Da 300 a 305 °C
Passaggio in vetro
(class-transiction) 20 °C/min 160 °C
Classificazione di infiammabilità: V-0 @ 0,8 mm UL 94
Classificazione di infiammabilità: V-0 @ 0,8 mm UL 94
Limiting oxigen Index 38%
O² - 1,6 mm ISO 4589-2
CARATTERISTICHE
ELETTRICHE
RESISTENZA DIELETTRICA: 84
kV / mm ASTM D149
Resistività del volume: 10(Sedicesima) Ω.cm ASTM D257
Resistività del volume: 10(Sedicesima) Ω.cm ASTM D257
COME
STAMPARE PEEK CARBON FIBER HM REINFORCED
Per prima cosa – FILOPRINT evidenzia che questo filamento PEEK si può stampare solo con macchine particolarmente strutturate, che permettono di raggiungere temperature di stampa molto alte di fusione. Non è possibile quindi eseguire stampe di nessun tipo con macchine non idonee.
PEEK ha una temperatura di fusione (Tm) di 343 °C, quindi si ha necessità di avere un estrusore completamente in metallo in grado di raggiungere (e mantenere costantemente per un lungo periodo di tempo) temperature di almeno 400 °C. Inoltre, a causa della caratteristica intrinseca di essere molto abrasivo, si consiglia ugelli in acciaio trattato termicamente per utensili A2 e rivestiti con rivestimento antiusura tipo Duraplate-3D™ per una maggiore resistenza nel tempo ed un miglior scorrimento. Rispetto alle ugelli in acciaio inox, sono 3 volte più resistenti (56 Rockwell C di durezza), hanno il 50% di capacità in più di trasferimento di calore e sono 5 volte più resistenti all'usura rispetto ad uno in acciaio inox e 20 volte più resistenti rispetto a quelli in ottone. Questo tipo di ugelli sono la miglior scelta anche per stampare altri materiali caricati con fibre di carbonio oppure con altre fibre molto abrasive.
Per prima cosa – FILOPRINT evidenzia che questo filamento PEEK si può stampare solo con macchine particolarmente strutturate, che permettono di raggiungere temperature di stampa molto alte di fusione. Non è possibile quindi eseguire stampe di nessun tipo con macchine non idonee.
PEEK ha una temperatura di fusione (Tm) di 343 °C, quindi si ha necessità di avere un estrusore completamente in metallo in grado di raggiungere (e mantenere costantemente per un lungo periodo di tempo) temperature di almeno 400 °C. Inoltre, a causa della caratteristica intrinseca di essere molto abrasivo, si consiglia ugelli in acciaio trattato termicamente per utensili A2 e rivestiti con rivestimento antiusura tipo Duraplate-3D™ per una maggiore resistenza nel tempo ed un miglior scorrimento. Rispetto alle ugelli in acciaio inox, sono 3 volte più resistenti (56 Rockwell C di durezza), hanno il 50% di capacità in più di trasferimento di calore e sono 5 volte più resistenti all'usura rispetto ad uno in acciaio inox e 20 volte più resistenti rispetto a quelli in ottone. Questo tipo di ugelli sono la miglior scelta anche per stampare altri materiali caricati con fibre di carbonio oppure con altre fibre molto abrasive.
Uno degli aspetti
più difficili della stampa con PEEK è quella di adesione al letto
di stampa. Si consiglia vivamente di utilizzare NASTRO PEI che può
supportare temperature elevate, diversamente è possibile che si
verifichino problemi di adesione dei primi strati ed anche effetti
indesiderati come CRACKING o deformazioni negli angoli vivi
dell'oggetto in stampa.
FILOPRINT
pertanto, raccomanda alcune indicazioni di partenza - che si dovrebbe
rispettare per il particolare set-up della propria macchina.
MACCHINA
CHIUSA E RISCALDATA AD ALMENO 80 °C
• Temperature di estrusore: 360-390 °C – ESTRUSORE INTERAMENTE METALLICO
• Temperatura letto di stampa : 140-160 °C
• Letto Preparazione: nastro Ultem ™, nastro in poliimmide, lastra FR4 o perf perfettamente levigata.
• Altezza ugello: distanza minima tra l'ugello e la superficie di costruzione (primo strato da far partire quasi direttamente sulla superficie di costruzione)
• Estrusione Moltiplicatore: 1.0
• velocità di estrusione: 30 mm/S (15 mm/s per 4 strati iniziali) - VENTOLE RAFF.TO SPENTE
• Temperature di estrusore: 360-390 °C – ESTRUSORE INTERAMENTE METALLICO
• Temperatura letto di stampa : 140-160 °C
• Letto Preparazione: nastro Ultem ™, nastro in poliimmide, lastra FR4 o perf perfettamente levigata.
• Altezza ugello: distanza minima tra l'ugello e la superficie di costruzione (primo strato da far partire quasi direttamente sulla superficie di costruzione)
• Estrusione Moltiplicatore: 1.0
• velocità di estrusione: 30 mm/S (15 mm/s per 4 strati iniziali) - VENTOLE RAFF.TO SPENTE
• Dato
che questo tipo di PEEK contiene fibra di carbonio, questa è più
abrasiva rispetto ai materiali non caricati, quindi l'uso prolungato
si tradurrà in un maggior carico sul vostro ugello.
-
E' vivamente consigliato l'uso di ugelli in TITANIO
-
Si consiglia ugello da 0,4 mm
• Attenzione: il materiale PEEK, per sua natura, ha la tendenza ad aderire al metallo. Quindi assicuratevi di eliminare dal vostro estrusore ogni residuo possibile con un spurgo adeguato di materiale, prima che si raffreddi all'interno dell'ugello, rendendolo quindi inutilizzabile.
RICOTTURA DELLA PARTI STAMPATE:
• Attenzione: il materiale PEEK, per sua natura, ha la tendenza ad aderire al metallo. Quindi assicuratevi di eliminare dal vostro estrusore ogni residuo possibile con un spurgo adeguato di materiale, prima che si raffreddi all'interno dell'ugello, rendendolo quindi inutilizzabile.
RICOTTURA DELLA PARTI STAMPATE:
Se necessario, le parti
stampate con PEEK CARBON possono essere ricotte in un forno
industriale ad aria calda per ridurre eventuali punti di stress che
possono essere presenti nell'oggetto in modo occulto. Le “tensioni”
possono verificarsi in qualsiasi materiale plastico e possono
comportare proprietà meccaniche inferiori alle attese. Se questo
problema si presentasse con l'oggetto stampato, si può seguire un
semplice processo di UP/DOWN in funzione di ANNEALING in 5 fasi per
la ricottura delle parti stampate don PEEK CARBON.
Passaggio 1: posizionare le parti stampate nel forno a temperatura ambiente.
Passaggio 2. Impostare la temperatura a 150 °C e lasciare stabilizzare per 1 ora.
Fase 2: dopo 1 ora a 150 °C, aumentare la temperatura del forno a 200 °C e consentire di stabilizzare per 1 ora aggiuntiva.
Fase 3: dopo 1 ora a 200 °C, ridurre il calore a 150 °C e lasciare stabilizzare per 30 minuti.
Fase 4: dopo 30 minuti, spegnere il forno e lasciare che le parti stampate ritornino alla temperatura ambiente all'interno del forno mentre si raffredda. NON APRIRE MAI LA PORTA DEL FORNO PRIMA CHE LA TEMPERATURA NON SIA ARRIVATA A QUELLA AMBIENTALE.
Passaggio 1: posizionare le parti stampate nel forno a temperatura ambiente.
Passaggio 2. Impostare la temperatura a 150 °C e lasciare stabilizzare per 1 ora.
Fase 2: dopo 1 ora a 150 °C, aumentare la temperatura del forno a 200 °C e consentire di stabilizzare per 1 ora aggiuntiva.
Fase 3: dopo 1 ora a 200 °C, ridurre il calore a 150 °C e lasciare stabilizzare per 30 minuti.
Fase 4: dopo 30 minuti, spegnere il forno e lasciare che le parti stampate ritornino alla temperatura ambiente all'interno del forno mentre si raffredda. NON APRIRE MAI LA PORTA DEL FORNO PRIMA CHE LA TEMPERATURA NON SIA ARRIVATA A QUELLA AMBIENTALE.
SALUTE
E SICUREZZA
Materiale non pericoloso per la salute. Tuttavia, come polvere, in caso di desquamazione o levigatura, la polvere può causare irritazione alla pelle, agli occhi e al tratto respiratorio. Gli utenti devono indossare dispositivi di protezione individuale (maschera, guanti ...) in caso di levigatura o fresatura dei pezzi stampati. Consultare MSDS per ulteriori dati. Fa sempre riferimento alla scheda di sicurezza MSDS. FILOPRINT si dissocia da eventuali danni provocati ad esseri umani e/o animali in caso di uso maldestro od improprio del prodotto da parte degli utenti.
Materiale non pericoloso per la salute. Tuttavia, come polvere, in caso di desquamazione o levigatura, la polvere può causare irritazione alla pelle, agli occhi e al tratto respiratorio. Gli utenti devono indossare dispositivi di protezione individuale (maschera, guanti ...) in caso di levigatura o fresatura dei pezzi stampati. Consultare MSDS per ulteriori dati. Fa sempre riferimento alla scheda di sicurezza MSDS. FILOPRINT si dissocia da eventuali danni provocati ad esseri umani e/o animali in caso di uso maldestro od improprio del prodotto da parte degli utenti.
NOTA
Le proprietà tipiche devono essere verificate dall'utente finale sugli articoli finali. Materiale conforme RoHS. Questo materiale è conforme a FDA 21 CFR 177. JNM2712 è classificato ISO 10993 e si adatta alle specifiche automobilistiche ASTM D6394 SP0112. Fa sempre riferimento alla scheda di sicurezza MSDS.
Le proprietà tipiche devono essere verificate dall'utente finale sugli articoli finali. Materiale conforme RoHS. Questo materiale è conforme a FDA 21 CFR 177. JNM2712 è classificato ISO 10993 e si adatta alle specifiche automobilistiche ASTM D6394 SP0112. Fa sempre riferimento alla scheda di sicurezza MSDS.
Commenti
Posta un commento