QUALE FILAMENTO STAMPARE IN 3D GUIDA SU CARATTERISTICHE TECNICHE DEI FILAMENTI E COME SCEGLIERE IL MIGLIORE FILAMENTO PER STAMPA 3D
QUALE FILAMENTO STAMPARE IN 3D GUIDA SU CARATTERISTICHE TECNICHE DEI FILAMENTI E COME SCEGLIERE IL MIGLIORE FILAMENTO PER STAMPA 3D
Treedfilaments ha di recente proposto e pubblicato questo interessante POST in cui si cerca di evidenziare quali siano le caratteristiche e le peculiarità di scelta per un filamento idoneo alla stampa 3D FFF/FDM
Citiamo quindi come fonte ufficiale la TREEDFILAMENTS
LA TECNOLOGIA FFF ED I SUOI MATERIALI

Il ritiro “Mold” indica il ritiro del materiale in uno stampo, ed è espressa in percentuale (%), secondo la norma ISO 294.
Questo parametro è molto difficile da applicare con stampa 3D in diverse condizioni di riferimento, ma può funzionare come un'indicazione della deformazione che il materiale avrà sul piano di stampa.

I biopolimeri sono PLA e PHA.
Essi sono prodotti con materie prime naturali, e per principio sono generalmente facili da stampare con e tipicamente compostabili. Ma hanno alcune limitazioni in esposizione esterna e caratteristiche di bassa resistenza meccanica.
Gli usi più comuni di questi polimeri sono contenitori compostabili e la maggioranza degli oggetti generali prodotti con la stampa 3D.
Essi hanno ottime proprietà isolanti e di stabilità chimica, ma non sono ancora diffusi nel settore della stampa 3d causa di problemi di adesione.
Gli usi più comuni per questi polimeri comprendono bottiglie, sacchetti, pellicole per imballaggio per alimenti, tubi per tubi acqua e gas, parti di elettrodomestici e veicoli a motore, i bagagli, imballaggi, e piastre e tubi per l'edilizia.
PMMA o polimetilmetacrilato. Questo materiale viene utilizzato per applicazioni multiple, fornendo una serie di caratteristiche vantaggiose, inclusa la trasparenza, la trasmissione della luce eccellente e ottima resistenza ai raggi UV. Esso viene utilizzato principalmente nelle industrie di illuminazione, cosmetici e medicine. Anche se è dotato di alcune proprietà meccaniche elevate, non sono durevoli nel tempo.
Quando si utilizza PMMA con tecnologia di stampa 3d, è possibile ottenere prodotti con un alto livello di trasparenza e chiarezza. Per questo però occorrono accorgimenti e tecniche di stampa piuttosto avanzate che di solito comprendono conoscenze non alla portata di tutti ma sicuramente applicabili con prove e test dinamici di stampa 3D dedicati.


Ci sono diversi tipi di additivi che sono in grado di offrire le caratteristiche specifiche del materiale, alcuni dei quali sono comunemente usati, altri meno comuni. Questi includono:
A) Coloranti, gli additivi più comuni sono i pigmenti che possono dare infinite sfumature di filamento colorato.
B) Lubrificanti, che consentono un flusso ottimale indipendentemente dall'indice di fluidità del polimero.
C) Stabilizzatori, che consentono il mantenimento della temperatura di lavorazione all'interno di un range ottimale.
D) Filtri per ultravioletti, che impediscono rallentare o addirittura fermare il degrado afflitto dai raggi ultravioletti.
E) Nerofumo, che è usato come filtro UV. In alcuni casi, il nero fumo è usato anche per dare una componente di CONDUTTIVITA' al filamento stesso che tuttavia non raggiunge per qualtità e prestazioni, un filamento caricato con NANOTUBI DI GRAFENE.
F) Antistatico, che abbassa significativamente il livello di superficie antistatica, per evitare che polveri e micro particelle si depositino sulla superficie.
G) I ritardanti di fiamma, che riducono l'accensione di combustione e soffocano potenziali fiamme.
H) Agenti isolanti, che consentono la diminuzione del peso specifico, aumentando anche il potere isolante.
Tuttavia, per gli elementi di “carica”, significa additivare al polimero di base del materiale che crea una natura diversa dello stesso.
Queste particelle cariche sono piccole fibre corte o perline radicate in entrambi i materiali organici, quali fibre di cellulosa, canapa, cotone, e legno, così come i materiali inorganici come farine minerali, carbonato di calcio, talco, palle e fibre di vetro, e fibre di carbonio. In generale, la dimensione delle particelle più piccole, migliore è la sua capacità di essere disperso nel polimero.
Alcuni riempitivi sono comunemente usati per la conservazione di resina, come carbonato di calcio, altri per migliorarne le proprietà meccaniche, quali fibre di vetro e di carbonio, oppure ancora altri materiali vegetali quali fibre naturali di varia natura.
Ci sono altri tipi di cariche, quali grafite e PTFE (Teflon), entrambi i quali migliorano notevolmente le proprietà di scorrimento riducendo attrito superficiale.
Una nota speciale sulla fibra di legno: la combinazione di fibre di legno e polimeri è conosciuta fin dai primi anni '80 come WPC, Legno polimero composito. Il materiale risultante è altamente efficace nella stampa 3D, ma si dovrebbe sempre prendere in considerazione l'alto livello di igroscopicità del filamento prima di utilizzarlo.
Infatti, il materiale composito ora utilizzato più spesso in campo industriale è la poliammide con fibre di vetro. Ma, per raggiungere questi valori unici, questo composto richiede una percentuale superiore al 50% fiber.In caso della stampa FFF 3D, questa fibra composita pesante porta a una scarsa qualità dell'oggetto stampato in 3D, sia dal punto di vista estetico e dal punto di vista meccanico.
Per superare questo limite, si può passare ad un composito a base di più di poliammide e fibre di carbonio, che sono in grado di garantire elevate prestazioni anche con percentuali inferiori.
In caso di filamenti di materiali compositi, si deve sempre prendere bene in considerazione il livello di abrasione che il materiale infligge all'ugello durante la stampa. Si raccomanda quindi l'uso di ugelli prodotti con una lega metallica adeguata o rivestimenti ad alta resistenza all'abrasione.
Il Co-stampaggio comporta normalmente la realizzazione di un manufatto che si compone di diversi materiali plastici distinti. Questa adesione può avvenire in due modi, dalla presa meccanica o da adesione chimica.
Nel caso di presa meccanica esistono diverse tecniche applicabili, ma principalmente si basa intorno al montaggio di parti diverse assieme.
L'adesione chimica, invece, è ottenuta con legami ionici tra le molecole del polimero. Eppure, proprio perché è pensato per legare i materiali insieme a livello molecolare, è importante notare che non tutti i polimeri sono compatibili fra loro. Infatti, se i materiali non sono compatibili, il legame ionico creato sarà debole e il manufatto stampato 3D sarà estremamente fragile.



L'introduzione precedente fornisce le basi di ciò che differenzia certi polimeri nelle loro intrinseche proprietà meccaniche, fisiche e termiche. Da lì, è possibile formulare alcune linee guida generali per determinare il materiale migliore per la vostra applicazione.
Un buon modo per identificare quale materiale da utilizzare può essere scoperto attraverso i seguenti parametri:
A) Tipo di sollecitazioni meccaniche a cui sarà sottoposta l'oggetto
B) temperature di funzionamento
C) Possibile l'esposizione ai raggi UV e agli agenti atmosferici
D) Qualsiasi impatto chimico
E) Tipi di contatto con altri materiali, come la pelle dei prodotti alimentari
F) Durata dell'oggetto
Per il seguente CASE STUDY viene identificata la progettazione di un dispositivo protesico per i disabili.
Questo è un esempio che illustra l'obiettivo finale di questa guida, che è quello di trovare il materiale giusto per ogni applicazione.
Treedfilaments ha di recente proposto e pubblicato questo interessante POST in cui si cerca di evidenziare quali siano le caratteristiche e le peculiarità di scelta per un filamento idoneo alla stampa 3D FFF/FDM
Citiamo quindi come fonte ufficiale la TREEDFILAMENTS
DOCTOR
FILAMENTS
GUIDA
DEFINITIVA
AI
MATERIALI PER STAMPA 3D
FILOPRINT
& TREEDFILAMENTS
TRADUZIONE
E FONTE DERIVATA DA FILES
FORNITI DALLA SOCIETA' TREEDFILAMENTS
FORNITI DALLA SOCIETA' TREEDFILAMENTS
TUTTI
I DIRITTI RISERVATI
A
CHI E' RIVOLTA QUESTA GUIDA?
Questa guida si propone di
fornire informazioni per l'utilizzo ottimale dei filamenti polimerici
nel settore della stampa 3D.
Attraverso queste informazioni, speriamo di dare tutte le informazioni necessarie per scegliere il materiale ideale necessario per una specifica applicazione. Questa guida vi fornirà le conoscenze delle caratteristiche specifiche dei polimeri più utilizzati nel settore, offrendo una rapida ricerca ad ogni materiale per la stampa 3D.
Attraverso queste informazioni, speriamo di dare tutte le informazioni necessarie per scegliere il materiale ideale necessario per una specifica applicazione. Questa guida vi fornirà le conoscenze delle caratteristiche specifiche dei polimeri più utilizzati nel settore, offrendo una rapida ricerca ad ogni materiale per la stampa 3D.
PLEASE
NOTE:
I
dati forniti sono derivati da studi e ricerche nel settore dalla
produzione industriale e comunemente usato nei campi industriali.
La guida non considera eventuali materiali che sono incerti o inesistenti nel mercato industriale. Alcuni materiali possono essere costituiti da piccole “additivities” carichi di altri polimeri o compound, per migliorare il processo di stampa 3D.
Pertanto, le seguenti informazioni delle schede tecniche inserite, provengono dai principali produttori di materie plastiche, coadiuvato dalla esperienza di settore e dall'aiuto fornito da laboratori di ricerca di alto livello.
La guida non considera eventuali materiali che sono incerti o inesistenti nel mercato industriale. Alcuni materiali possono essere costituiti da piccole “additivities” carichi di altri polimeri o compound, per migliorare il processo di stampa 3D.
Pertanto, le seguenti informazioni delle schede tecniche inserite, provengono dai principali produttori di materie plastiche, coadiuvato dalla esperienza di settore e dall'aiuto fornito da laboratori di ricerca di alto livello.
LA TECNOLOGIA FFF ED I SUOI MATERIALI

Il
materiale più utilizzato nella tecnologia di FFF è il PLA, acido
polilattico, un materiale termoplastico biodegradabile derivato da
fonti rinnovabili, come l'amido di mais. Questo polimero ha buone
caratteristiche dimensionali ed è mediamente resistente ai raggi
ultravioletti e/o agenti atmosferici avversi, ma manca dal punto
vista di resistenza meccanica e termica.
Per superare queste carenze evidenti, tutti le attuali tipologie e marche diverse di PLA adottano versioni modificate del PLA puro, molte delle quali forniscono caratteristiche tecniche superiori rispetto al materiale originale PLA, ma non sempre mantenendo il vantaggio di essere compostabili.
Per superare queste carenze evidenti, tutti le attuali tipologie e marche diverse di PLA adottano versioni modificate del PLA puro, molte delle quali forniscono caratteristiche tecniche superiori rispetto al materiale originale PLA, ma non sempre mantenendo il vantaggio di essere compostabili.
La verità è che il
mondo dei polimeri offre un gamma molto ampia di materiali di stampa
3D, ciascuna di esse formulata con le caratteristiche richieste dal
settore industriale e creativo. Questa vasta gamma di materiali dà
al progettista la capacità di soddisfare le esigenze di ogni
applicazione.
Ci
sono diversi tipi di materiali utilizzati per la stampa FFF 3D.
Questi possono essere suddivisi in due aree principali: materiali
estetici e materiali tecnici.
Il primo dà la possibilità di avere superfici uniche, come l'effetto pietra o effetto legno. Questi materiali possono anche contenere additivi che permettono ossidazione e ruggine sul prodotto stampato.
Questi tipi di filamenti sono generalmente una miscela di più di un materiale, che si uniscono per ottenere l'effetto estetico desiderato.
Il primo dà la possibilità di avere superfici uniche, come l'effetto pietra o effetto legno. Questi materiali possono anche contenere additivi che permettono ossidazione e ruggine sul prodotto stampato.
Questi tipi di filamenti sono generalmente una miscela di più di un materiale, che si uniscono per ottenere l'effetto estetico desiderato.
A
seconda dell'applicazione del materiale, è possibile cercare il
filamento che più si adatta alle caratteristiche richieste, che
possono comprendere:
Polimeri con elevate caratteristiche meccaniche; Materiali con alta resistenza alla fatica e all'usura; Filamenti in grado di sopportare temperature estreme, fino a -40 ° C fino + 100 ° C, così come agenti atmosferici e raggi ultravioletti; filamenti elastici formulati con diversi gradi di flessibilità; materiali di grado medico, idonei al contatto con gli alimenti e/o impiantabili nel corpo umano; materiali compositi, leghe e molto altro ancora.
Polimeri con elevate caratteristiche meccaniche; Materiali con alta resistenza alla fatica e all'usura; Filamenti in grado di sopportare temperature estreme, fino a -40 ° C fino + 100 ° C, così come agenti atmosferici e raggi ultravioletti; filamenti elastici formulati con diversi gradi di flessibilità; materiali di grado medico, idonei al contatto con gli alimenti e/o impiantabili nel corpo umano; materiali compositi, leghe e molto altro ancora.
PROPRIETA'
DEI MATERIALI
POLIMERI TERMOPLASTICI
I Polimeri termoplastici sono polimeri formati da catene lineari
lunghe. Questi materiali plastici possono avere strutture molecolari
diverse a seconda di come le catene degli atomi sono disposti.
Questa caratteristica, nota come il grado di cristallinità, ha una
grande influenza su alcune proprietà del materiale, come la
trasparenza o rigidità.
I materiali viscosi sono caratterizzati da una struttura molecolare
disordinata, in altre parole, le catene di atomi sono disposti in
modo casuale all'interno del materiale.
I polimeri amorfi sono caratterizzati da una scarsa e definita temperatura di fusione e trasparenza. Alcuni esempi di polimeri amorfi sono HIPS, ABS, PMMA, PC.
I materiali della struttura semi-cristallina, tuttavia, hanno una struttura molecolare parzialmente ordinata che coesiste entro aree di una struttura amorfa. Sono generalmente plastiche rigide e opache, caratterizzate da una temperatura di transizione vetrosa ben definita. Questo include i materiali PE, PP, PLA, PET, PA.
Il grado di cristallinità all'interno di questi materiali dipende da il raffreddamento del polimero durante la fase di stampa 3D che, se eseguita troppo improvvisamente o inadeguatamente, può ridurre la mobilità delle molecole prima che possano stabilizzarsi in uno stato ordinato, causando incrinature debilitanti o delaminazione. A causa di questo fatto, si raccomanda che questi materiali siano stampati in un ambiente controllato.
I polimeri amorfi sono caratterizzati da una scarsa e definita temperatura di fusione e trasparenza. Alcuni esempi di polimeri amorfi sono HIPS, ABS, PMMA, PC.
I materiali della struttura semi-cristallina, tuttavia, hanno una struttura molecolare parzialmente ordinata che coesiste entro aree di una struttura amorfa. Sono generalmente plastiche rigide e opache, caratterizzate da una temperatura di transizione vetrosa ben definita. Questo include i materiali PE, PP, PLA, PET, PA.
Il grado di cristallinità all'interno di questi materiali dipende da il raffreddamento del polimero durante la fase di stampa 3D che, se eseguita troppo improvvisamente o inadeguatamente, può ridurre la mobilità delle molecole prima che possano stabilizzarsi in uno stato ordinato, causando incrinature debilitanti o delaminazione. A causa di questo fatto, si raccomanda che questi materiali siano stampati in un ambiente controllato.
La densità, chiamata anche peso specifico, è la misura specifica
della massa per unità di volume, ed è generalmente espressa in kg
/ m3, in accordo alla norma ISO 1183.
Un oggetto stampato in 3D utilizzando un polimero denso utilizzerà più metri di filo ed all'interno della bobina ci sarà meno materiale. Al contrario, un rocchetto di filo con minore densità contiene più metri di materiale (a parità di peso), che consente di stampare più oggetti.
Un oggetto stampato in 3D utilizzando un polimero denso utilizzerà più metri di filo ed all'interno della bobina ci sarà meno materiale. Al contrario, un rocchetto di filo con minore densità contiene più metri di materiale (a parità di peso), che consente di stampare più oggetti.
MELT
FLOW INDEX
Il Melt Flow Index (MFI) indica la fluidità di un materiale
polimerico. Tale valore, generalmente espressa in g / 10min, segue
lo standard ISO 1133, che applica la metodologia diversa a seconda
del tipo di polimero.
Maggiore è il valore, maggiore è il tasso fluidità del materiale che passa attraverso l'ugello della stampante, consentendo velocità di stampa elevate.
Maggiore è il valore, maggiore è il tasso fluidità del materiale che passa attraverso l'ugello della stampante, consentendo velocità di stampa elevate.
MOLD
SHRINKAGE
Il ritiro “Mold” indica il ritiro del materiale in uno stampo, ed è espressa in percentuale (%), secondo la norma ISO 294.
Questo parametro è molto difficile da applicare con stampa 3D in diverse condizioni di riferimento, ma può funzionare come un'indicazione della deformazione che il materiale avrà sul piano di stampa.
HYGROSCOPY
Igroscopico si riferisce alla quantità di umidità
assorbita da un materiale, ed è espresso come percentuale.
Infatti, la maggior parte dei polimeri tendono ad assorbire umidità nell'aria, lasciando ogni materiale suscettibile di diverse conseguenze, in casi particolari anche al degrado tali da renderlo inutilizzabile.
Per quanto riguarda hygroscopy (igroscopia), è possibile dividere i materiali in due gruppi: basso assorbimento, dove la presenza di umidità non ha un impatto significativo sul manufatto finale; o alto assorbimento, che è quando la quantità di umidità ha un notevole impatto sul materiale risultante.
Questo valore è estremamente utile per sapere di più su materiali igroscopici, e ancora di più, di riconoscere visivamente l'assorbimento degli effetti di umidità. In effetti, il filamento per la stampa 3D, subisce uno stress termico durante la stampa, che porta al rilascio di umidità eccessiva che il polimero riassorbe dopo la trasformazione.
Questo fenomeno si attua con vari effetti riconoscibili: - crepitio del filamento durante l'estrusione con formazione di piccole bolle e fumo dall'ugello più o meno accentuati.
PROPRIETA' MECCANICHE
Infatti, la maggior parte dei polimeri tendono ad assorbire umidità nell'aria, lasciando ogni materiale suscettibile di diverse conseguenze, in casi particolari anche al degrado tali da renderlo inutilizzabile.
Per quanto riguarda hygroscopy (igroscopia), è possibile dividere i materiali in due gruppi: basso assorbimento, dove la presenza di umidità non ha un impatto significativo sul manufatto finale; o alto assorbimento, che è quando la quantità di umidità ha un notevole impatto sul materiale risultante.
Questo valore è estremamente utile per sapere di più su materiali igroscopici, e ancora di più, di riconoscere visivamente l'assorbimento degli effetti di umidità. In effetti, il filamento per la stampa 3D, subisce uno stress termico durante la stampa, che porta al rilascio di umidità eccessiva che il polimero riassorbe dopo la trasformazione.
Questo fenomeno si attua con vari effetti riconoscibili: - crepitio del filamento durante l'estrusione con formazione di piccole bolle e fumo dall'ugello più o meno accentuati.
PROPRIETA' MECCANICHE
Le proprietà meccaniche di un materiale riguardano la sua capacità
di un certo numero di proprietà critiche, tra cui resistenza,
duttilità, durezza, resistenza agli urti, e tenacità. La conoscenza
delle caratteristiche meccaniche di ogni singolo materiale aiuta a
trovare la scelta ottimale per la specifica applicazione.
Materiali
|
Hygroscopy
(%)
|
Low
water absorbtion
|
|
PE
|
0,2
|
PP
|
0,2
|
TPA
|
0,5
|
HIPS
|
0,5
|
PA
11 and 12
|
0,8
|
PA
CF
|
0,85
|
ASA
|
1,01
|
PMMA
|
1,05
|
PLA
|
1,1
|
PC
|
1,1
|
ABS
|
1,3
|
PC-ABS
|
1,35
|
TPU
|
1,6
|
High
water absorbtion
|
|
PETG
|
3,1
|
PA
6
|
4
|
PA
6/6
|
5
|
PA
6/10
|
9
|
RESISTENZA
MECCANICA
La Resistenza meccanica è la capacità di resistere a stress e
tensioni. In sostanza, indica la tensione massima che un materiale
generico è in grado di sopportare prima di raggiungere il suo punto
di rottura.
La resistenza di ogni materiale dipende da numerosi fattori intrinseci, quali la qualità del polimero, nonché condizioni di produzione e di stoccaggio. Come precedentemente affermato, un materiale che è mal conservato avrà caratteristiche meccaniche di resistenza peggiori rispetto al materiale originale.
La resistenza meccanica dei materiali può essere misurata con vari tipi di prove di stress, e quindi la resistenza specifica può essere classificato secondo il test:
Resistenza alla flessione, espressa in MPa, resistenza alla flessione, ISO 178.
La resistenza alla trazione, espresso in MPa, resistenza alla trazione, ISO 527.
Resistenza alla compressione, espressa in MPa, resistenza a compressione, normalmente 604.
Queste proprietà influenzano notevolmente il successo del vostro oggetto stampato 3D funzionale. Questa particolare caratteristica del materiale sarà il produttore di differenza tra un oggetto funzionale e un oggetto incline alla rottura.
La resistenza di ogni materiale dipende da numerosi fattori intrinseci, quali la qualità del polimero, nonché condizioni di produzione e di stoccaggio. Come precedentemente affermato, un materiale che è mal conservato avrà caratteristiche meccaniche di resistenza peggiori rispetto al materiale originale.
La resistenza meccanica dei materiali può essere misurata con vari tipi di prove di stress, e quindi la resistenza specifica può essere classificato secondo il test:
Resistenza alla flessione, espressa in MPa, resistenza alla flessione, ISO 178.
La resistenza alla trazione, espresso in MPa, resistenza alla trazione, ISO 527.
Resistenza alla compressione, espressa in MPa, resistenza a compressione, normalmente 604.
Queste proprietà influenzano notevolmente il successo del vostro oggetto stampato 3D funzionale. Questa particolare caratteristica del materiale sarà il produttore di differenza tra un oggetto funzionale e un oggetto incline alla rottura.

RESILIENZA
La resilienza di un materiale è la sua capacità di resistere agli
sforzi dinamici, quali il limite elastico prima di creare una
deformazione permanente nell'oggetto stampato.
Un test di impatto detto “Charpy” può essere utilizzato per determinare la quantità di energia assorbita da un materiale durante la frattura. Questo metodo utilizza un pendolo per colpire il materiale in questione e verificare i limiti elastici.
Un test di impatto detto “Charpy” può essere utilizzato per determinare la quantità di energia assorbita da un materiale durante la frattura. Questo metodo utilizza un pendolo per colpire il materiale in questione e verificare i limiti elastici.
Un oggetto stampato in 3D
con un materiale a bassa resilienza sarà estremamente fragile, e
sarà molto più suscettibile alla rottura.
HARDNESS
– Durezza
La durezza è la proprietà che indica la deformabilità plastica di
un materiale. Questa caratteristica è definita dalla sua resistenza
alla deformazione permanente. Le prove di durezza determinano
specificamente la resistenza del materiale per essere colpito da un
oggetto in un'area concentrata. Esistono diverse scale per misurare
la durezza dei materiali. I test più popolari sono Brinell, Vickers,
Rockwell e Mohs. La stampa con materiali che garantiscono elevata
durezza consentirà agli oggetti stampati di essere altamente
resistenti alla deformazione compressiva.
FATIGUE
– Resistenza a Fatica
La resistenza a fatica definisce la capacità del materiale di
resistere sollecitazioni per un periodo prolungato di tempo.
Questo valore è una dei principali indicatori che un oggetto sia pratico e utile nella vita quotidiana. Un materiale sottoposto a carichi variabili nel tempo, anche se al di sotto del limite di elasticità, può ancora danneggiare l'oggetto al punto di un guasto meccanico.
I materiali per stampa 3D con grande resistenza alla fatica garantiranno oggetti che possono servire ad una funzione per un periodo prolungato nel tempo.
Questo valore è una dei principali indicatori che un oggetto sia pratico e utile nella vita quotidiana. Un materiale sottoposto a carichi variabili nel tempo, anche se al di sotto del limite di elasticità, può ancora danneggiare l'oggetto al punto di un guasto meccanico.
I materiali per stampa 3D con grande resistenza alla fatica garantiranno oggetti che possono servire ad una funzione per un periodo prolungato nel tempo.
PROPRIETA'
TERMICHE
Le proprietà termiche di un materiale meritano particolare
attenzione in caso di polimeri.
Essi includono fattori critici quali appunto la capacità termica, la conduttività termica, il coefficiente di espansione, la resistenza agli shock termici e la temperatura cambiamento di fase.
Essi includono fattori critici quali appunto la capacità termica, la conduttività termica, il coefficiente di espansione, la resistenza agli shock termici e la temperatura cambiamento di fase.
H.D.T.
Uno dei valori ampiamente osservati e utilizzati nella progettazione
dei prodotti è il calore di deviazione della temperatura
(H.D.T.).
Questa caratteristica indica il limite di temperatura oltre il quale un oggetto fabbricato si deforma sotto un carico specificato. Gli standard adottati per questo test (come ISO 75) si riferiscono a condizioni ben definite ad una temperatura nota.
Nel caso del PLA, che ha una relativamente bassa H.D.T, questo limite viene raggiunto quando il manufatto stampato in 3D, ammorbidisce e inizia a deformarsi.
Quando la tecnologia FFF è utilizzata per soddisfare questo requisito, si consiglia di mantenere una posizione prudente sulle proprietà termiche, mantenendo un comodo grado di differenza tra il H.D.T. e la temperatura effettiva che sarà applicata al prodotto. La ragione di questo è perché l'adesione tra gli strati di un oggetto stampato non garantiscono sempre una superficie completamente omogenea.
Questa caratteristica indica il limite di temperatura oltre il quale un oggetto fabbricato si deforma sotto un carico specificato. Gli standard adottati per questo test (come ISO 75) si riferiscono a condizioni ben definite ad una temperatura nota.
Nel caso del PLA, che ha una relativamente bassa H.D.T, questo limite viene raggiunto quando il manufatto stampato in 3D, ammorbidisce e inizia a deformarsi.
Quando la tecnologia FFF è utilizzata per soddisfare questo requisito, si consiglia di mantenere una posizione prudente sulle proprietà termiche, mantenendo un comodo grado di differenza tra il H.D.T. e la temperatura effettiva che sarà applicata al prodotto. La ragione di questo è perché l'adesione tra gli strati di un oggetto stampato non garantiscono sempre una superficie completamente omogenea.
ELASTOMERI
Con elastomero si intende
un polimero con elevata flessibilità.
Gli elastomeri sono classificati secondo la loro durezza tramite una dimensione Shore, che può essere di tipo A e D. Più alto è il valore più basso sarà la sua elasticità.
Gli elastomeri più popolari sono facilmente riconoscibili dalla sigla, TPE, che sta per Thermo Plastic Elostomer.
Una quarta lettera come suffisso identifica il gruppo polimerico, ad esempio TPE-U, Termoplastic elastomero PoliUrethan. Per sintetizzare la lettera E viene eliminata.
TPE-U ( poliuretano termoplastico) possiede caratteristiche di, allungamento fino a 500%, buona memoria elastica, elevata resistenza alla rottura, buona resistenza all'usura, buona stampabilità a bassa velocità.
TPE-E, copoliestere, alta tenacità, resistenza ai raggi UV, non reagisce agli oli e carburanti, buona stampabilità a velocità media.
TPE-A, poliammide, alta resistenza da -50 ° ed oltre, basso allungamento (fino al 150%), buona resistenza all'abrasione, buona stampabilità, velocità media.
TPE-O, poliolefine, alta rottura ed resistenza agli urti, resistente agli agenti atmosferici, difficile da stampare.
TPE-S, stirenici (SBS, SEBS), elevato allungamento, buona resistenza all'abrasione, medio stampabilità, bassa velocità.
Gli elastomeri sono classificati secondo la loro durezza tramite una dimensione Shore, che può essere di tipo A e D. Più alto è il valore più basso sarà la sua elasticità.
Gli elastomeri più popolari sono facilmente riconoscibili dalla sigla, TPE, che sta per Thermo Plastic Elostomer.
Una quarta lettera come suffisso identifica il gruppo polimerico, ad esempio TPE-U, Termoplastic elastomero PoliUrethan. Per sintetizzare la lettera E viene eliminata.
TPE-U ( poliuretano termoplastico) possiede caratteristiche di, allungamento fino a 500%, buona memoria elastica, elevata resistenza alla rottura, buona resistenza all'usura, buona stampabilità a bassa velocità.
TPE-E, copoliestere, alta tenacità, resistenza ai raggi UV, non reagisce agli oli e carburanti, buona stampabilità a velocità media.
TPE-A, poliammide, alta resistenza da -50 ° ed oltre, basso allungamento (fino al 150%), buona resistenza all'abrasione, buona stampabilità, velocità media.
TPE-O, poliolefine, alta rottura ed resistenza agli urti, resistente agli agenti atmosferici, difficile da stampare.
TPE-S, stirenici (SBS, SEBS), elevato allungamento, buona resistenza all'abrasione, medio stampabilità, bassa velocità.
Scala
A
|
Scala
D
|
100
|
58
|
95
|
46
|
90
|
39
|
85
|
33
|
80
|
29
|
75
|
25
|
70
|
22
|
65
|
19
|
| Shore A to shore D comparison chart |
Come accennato prima, la tecnologia di stampa FFF 3D utilizza
rigorosamente materiali termoplastici.
Essi forniscono completa malleabilità, ammorbidiscono sotto l'azione di calore e possono essere modellati o formati in un oggetto finito. Questo processo può essere ripetuto molte volte.
Per questo motivo, la tecnologia FFF ha una grande varietà di materiali utilizzabili che sono di gran lunga superiore alle altre tecnologie di produzione.
Questi possono essere suddivisi in famiglie, a seconda delle loro caratteristiche:
Essi forniscono completa malleabilità, ammorbidiscono sotto l'azione di calore e possono essere modellati o formati in un oggetto finito. Questo processo può essere ripetuto molte volte.
Per questo motivo, la tecnologia FFF ha una grande varietà di materiali utilizzabili che sono di gran lunga superiore alle altre tecnologie di produzione.
Questi possono essere suddivisi in famiglie, a seconda delle loro caratteristiche:
Biopolymers: PLA,
PHA
Olefin: PE, PP
Styrenics: HIPS, ABS, SB, ASA -Acrylics: PMMA
Polyester: PET, PET-G, PC, TPE-E -Vinyl: PVC
amide: PA 6.6, PA 11, PA 12, TPE-A
Olefin: PE, PP
Styrenics: HIPS, ABS, SB, ASA -Acrylics: PMMA
Polyester: PET, PET-G, PC, TPE-E -Vinyl: PVC
amide: PA 6.6, PA 11, PA 12, TPE-A
Urethane: TPE-U
BIOPOLYMERI
I biopolimeri sono PLA e PHA.
Essi sono prodotti con materie prime naturali, e per principio sono generalmente facili da stampare con e tipicamente compostabili. Ma hanno alcune limitazioni in esposizione esterna e caratteristiche di bassa resistenza meccanica.
Gli usi più comuni di questi polimeri sono contenitori compostabili e la maggioranza degli oggetti generali prodotti con la stampa 3D.
OLEFIN
– Olefina – (Poliolefine)
Il termine generico “poliolefine” indica un gruppo di materiali plastici che sono compresi in polietilene (PE), bassa densità (LDPE), lineare a bassa densità (LLDPE) e ad alta densità (HDPE) e polipropilene (PP). Insieme, queste poliolefine rappresentano il 50% del consumo totale di materie plastiche, il che rende il più diffuso polimero.
Il termine generico “poliolefine” indica un gruppo di materiali plastici che sono compresi in polietilene (PE), bassa densità (LDPE), lineare a bassa densità (LLDPE) e ad alta densità (HDPE) e polipropilene (PP). Insieme, queste poliolefine rappresentano il 50% del consumo totale di materie plastiche, il che rende il più diffuso polimero.
Essi hanno ottime proprietà isolanti e di stabilità chimica, ma non sono ancora diffusi nel settore della stampa 3d causa di problemi di adesione.
Gli usi più comuni per questi polimeri comprendono bottiglie, sacchetti, pellicole per imballaggio per alimenti, tubi per tubi acqua e gas, parti di elettrodomestici e veicoli a motore, i bagagli, imballaggi, e piastre e tubi per l'edilizia.
STYRENE
I polimeri stirenici sono un importante famiglia di plastiche che
hanno come componente principale lo stirene. Questi polimeri offrono
numerosi vantaggi: sono leggeri, impermeabili e forniscono
eccellente isolamento termico. Se necessario, possono essere
realizzati come infrangibile, trasparente, possono essere
convenientemente elaborati e colorati, e sono facilmente
riciclabile.
Questa famiglia di materiali comprende:
- PS o polistirolo: Questo materiale è principalmente usato per produrre componenti per elettrodomestici o una vasta gamma di prodotti finiti. E' consigliabile usare per la stampa 3D filamenti caricati con un elastomero che migliora la resistenza agli urti. E 'estremamente facile da stampare in 3D e viene normalmente utilizzato per i supporti rimovibili a causa della sua solubilità.
- ABS o acrilonitrile-butadiene-stirene. ABS è un materiale famoso che è resistente e durevole anche a basse temperature, ed inoltre ha un'alta resistenza al calore e agli agenti chimici.
Tuttavia, lo svantaggio è che ha una bassa resistenza ai raggi ultravioletti. Questo perché il butadiene, che è uno dei suoi componenti primari, tende a migrare.
Questa famiglia di materiali comprende:
- PS o polistirolo: Questo materiale è principalmente usato per produrre componenti per elettrodomestici o una vasta gamma di prodotti finiti. E' consigliabile usare per la stampa 3D filamenti caricati con un elastomero che migliora la resistenza agli urti. E 'estremamente facile da stampare in 3D e viene normalmente utilizzato per i supporti rimovibili a causa della sua solubilità.
- ABS o acrilonitrile-butadiene-stirene. ABS è un materiale famoso che è resistente e durevole anche a basse temperature, ed inoltre ha un'alta resistenza al calore e agli agenti chimici.
Tuttavia, lo svantaggio è che ha una bassa resistenza ai raggi ultravioletti. Questo perché il butadiene, che è uno dei suoi componenti primari, tende a migrare.
Nel mondo della stampa 3D, l'ABS viene utilizzato in alternativa al
PLA perchè meccanicamente più forte. Tuttavia, è importante
notare che questo polimero deve essere utilizzato in un ambiente
riscaldato e controllato per minimizzare il restringimento a
freddo.
- ASA o Acrilo-nitrile-Stirene-Acrilato. ASA può essere considerato un compromesso tra ABS e PMMA. Questo polimero è dotato di ottima resistenza ai raggi UV e una durezza molto elevata ed una resistenza all'urto molto più elevata di un semplice ABS.
Queste caratteristiche meccaniche sono il motivo per cui questo materiale è ampiamente scelto per applicazioni esterne, come profili, elementi installati su tetti, parabole, parti di carrozzeria industriali e altre applicazioni che richiedono una elevata resistenza meccanica durevole nel tempo.
- ASA o Acrilo-nitrile-Stirene-Acrilato. ASA può essere considerato un compromesso tra ABS e PMMA. Questo polimero è dotato di ottima resistenza ai raggi UV e una durezza molto elevata ed una resistenza all'urto molto più elevata di un semplice ABS.
Queste caratteristiche meccaniche sono il motivo per cui questo materiale è ampiamente scelto per applicazioni esterne, come profili, elementi installati su tetti, parabole, parti di carrozzeria industriali e altre applicazioni che richiedono una elevata resistenza meccanica durevole nel tempo.
ACRYLATI
PMMA o polimetilmetacrilato. Questo materiale viene utilizzato per applicazioni multiple, fornendo una serie di caratteristiche vantaggiose, inclusa la trasparenza, la trasmissione della luce eccellente e ottima resistenza ai raggi UV. Esso viene utilizzato principalmente nelle industrie di illuminazione, cosmetici e medicine. Anche se è dotato di alcune proprietà meccaniche elevate, non sono durevoli nel tempo.
Quando si utilizza PMMA con tecnologia di stampa 3d, è possibile ottenere prodotti con un alto livello di trasparenza e chiarezza. Per questo però occorrono accorgimenti e tecniche di stampa piuttosto avanzate che di solito comprendono conoscenze non alla portata di tutti ma sicuramente applicabili con prove e test dinamici di stampa 3D dedicati.
POLYESTERI
E POLYURETANICI
PC. Il
policarbonato è un polimero di derivazione militare, è stato
infatti sviluppato per fabbricare le cupole degli aerei da caccia USA
durante la seconda guerra mondiale, data la sua leggerezza,
trasparenza e allo stesso tempo molto elevata resistenza all'urto. Il
PC è un materiale estremamente duro, ma ha una bassa resistenza
all'aggressione di cloro e oli. E 'anche autoestinguente.
PC-ABS. Questo materiale è una miscela formulata tra stirenici e poliesteri. Policarbonato è quindi caricato con ABS in percentuali ben specificate e ponderate per sviluppare un materiale duro che è altamente resistente agli urti. PC-ABS è ampiamente utilizzato nel settore automobilistico, in particolare per la sua facilità di lavorazione e la capacità di essere finito in cromo. Tuttavia questa miscela polimerica non è molto resistente ai raggi ultravioletti e chimici. Tuttavia il PC-ABS rappresenta un passo avanti in termini di resistenza meccanica rispetto ai tradizionali ABS. Oltre a questo, è relativamente facile da stampare.
PET-G. Polietilene tereftalato glicole è un materiale molto resistente che permette di ottenere stampe 3D robuste e durevoli oltre che anche apprezzabilmente trasparenti. La bassa propensione al restringimento rende questo materiale ideale per le stampe 3D di grandi dimensioni. Il PET-G ha un'elevata resistenza agli agenti chimici ed è riciclabile al 100%. Questo materiale consente di creare oggetti ad alta resistenza con relativa facilità. Non tende a delaminare ed è molto igroscopico.
TPE-E. Il Copoliestere elastomero è un materiale flessibile. Noto per la sua resistenza agli agenti chimici e buona elasticità, il TPE-E è ideale per l'impiego in campo automobilistico, soprattutto per la produzione di soffietti parapolvere. Il materiale è molto facile da usare con la stampa 3D e fornisce un eccezionalmente durezza. Inoltre, con particolare attenzione, può anche essere utilizzato con le stampanti Bowden.
TPE-U. Il poliuretano termoplastico è un materiale estremamente elastico e resistente, capace di deformarsi e ritornare al suo stato originale ripetutamente nel tempo. Ha ottima flessibilità alle basse temperature, all'usura ed è estremamente resistente all'abrasione, alla trazione ed allo strappo. Esso ha anche ottime caratteristiche di smorzamento, il che lo rende particolarmente utile nel settore calzaturiero, nonché per il rivestimento di cavi speciali, grazie alla sua elevata resistenza all'abrasione ed olii. Quando utilizzato con tecnologia di stampa 3D, vanno fatti piccoli aggiustamenti atti a caricare correttamente il filamento all'interno dell'estrusore. Ciò richiede generalmente che il materiale da estrudere, venga processato ad una velocità di stampa piuttosto bassa.
PC-ABS. Questo materiale è una miscela formulata tra stirenici e poliesteri. Policarbonato è quindi caricato con ABS in percentuali ben specificate e ponderate per sviluppare un materiale duro che è altamente resistente agli urti. PC-ABS è ampiamente utilizzato nel settore automobilistico, in particolare per la sua facilità di lavorazione e la capacità di essere finito in cromo. Tuttavia questa miscela polimerica non è molto resistente ai raggi ultravioletti e chimici. Tuttavia il PC-ABS rappresenta un passo avanti in termini di resistenza meccanica rispetto ai tradizionali ABS. Oltre a questo, è relativamente facile da stampare.
PET-G. Polietilene tereftalato glicole è un materiale molto resistente che permette di ottenere stampe 3D robuste e durevoli oltre che anche apprezzabilmente trasparenti. La bassa propensione al restringimento rende questo materiale ideale per le stampe 3D di grandi dimensioni. Il PET-G ha un'elevata resistenza agli agenti chimici ed è riciclabile al 100%. Questo materiale consente di creare oggetti ad alta resistenza con relativa facilità. Non tende a delaminare ed è molto igroscopico.
TPE-E. Il Copoliestere elastomero è un materiale flessibile. Noto per la sua resistenza agli agenti chimici e buona elasticità, il TPE-E è ideale per l'impiego in campo automobilistico, soprattutto per la produzione di soffietti parapolvere. Il materiale è molto facile da usare con la stampa 3D e fornisce un eccezionalmente durezza. Inoltre, con particolare attenzione, può anche essere utilizzato con le stampanti Bowden.
TPE-U. Il poliuretano termoplastico è un materiale estremamente elastico e resistente, capace di deformarsi e ritornare al suo stato originale ripetutamente nel tempo. Ha ottima flessibilità alle basse temperature, all'usura ed è estremamente resistente all'abrasione, alla trazione ed allo strappo. Esso ha anche ottime caratteristiche di smorzamento, il che lo rende particolarmente utile nel settore calzaturiero, nonché per il rivestimento di cavi speciali, grazie alla sua elevata resistenza all'abrasione ed olii. Quando utilizzato con tecnologia di stampa 3D, vanno fatti piccoli aggiustamenti atti a caricare correttamente il filamento all'interno dell'estrusore. Ciò richiede generalmente che il materiale da estrudere, venga processato ad una velocità di stampa piuttosto bassa.
POLYAMMIDI
PA -Poliammide, noto anche come nylon, fa parte di un gruppo di materiali che vengono utilizzati per molteplici applicazioni. Le proprietà di questi materiali garantiscono un'elevata resistenza agli urti ed all'usura, anche a basse temperature. I poliammidi sono inoltre dotati di elevata tenacità e post-lavorabilità con altre macchine utensili. In genere hanno una elevata resistenza agli agenti chimici, solventi, oli, grassi e combustibili, rendendo il nylon un materiale ideale per parti meccaniche. Il Nylon in generale è anche TRIBOLOGICO cioè non necessita di lubrificazione.
PA -Poliammide, noto anche come nylon, fa parte di un gruppo di materiali che vengono utilizzati per molteplici applicazioni. Le proprietà di questi materiali garantiscono un'elevata resistenza agli urti ed all'usura, anche a basse temperature. I poliammidi sono inoltre dotati di elevata tenacità e post-lavorabilità con altre macchine utensili. In genere hanno una elevata resistenza agli agenti chimici, solventi, oli, grassi e combustibili, rendendo il nylon un materiale ideale per parti meccaniche. Il Nylon in generale è anche TRIBOLOGICO cioè non necessita di lubrificazione.
Sul mercato ci sono
diversi tipi di poliammidi, tra cui PA 6, PA 6.6, PA 11, PA 12, TPE-A
- I singoli tipi di fibra poliammidica differiscono molto in
termini di assorbimento di umidità. Per la stampa 3D in genere, si
consiglia l'uso di un tappeto sul letto di stampa che faciliti
l'adesione, così come la stampa in un ambiente a temperatura
controllata.
I poliammidi possono
essere combinati con altri materiali, come le fibre di carbonio, per
ottenere prestazioni superiori in termini di leggerezza, resistenza
meccanica e l'impatto.
Questi materiali compositi sono ampiamente utilizzati in aree che richiedono elevati livelli di prestazioni, come ad esempio gli sport estremi.
Questi materiali compositi sono ampiamente utilizzati in aree che richiedono elevati livelli di prestazioni, come ad esempio gli sport estremi.
QUALE
DIAMETRO DI FILAMENTO
E'
MEGLIO USARE
DIFFERENZE
FRA DIAMETRI: 1,75 MM CONTRO 2,85 MM
Un altro fattore importante da considerare quando si ricerca del
materiale per stampa 3D è il diametro del filamento. Ci sono in
genere due scuole di pensiero tra i produttori di stampanti 3D,
quelli che preferiscono il 1,75mm ed altri che preferiscono il
2,85mm.
È un dato di fatto, nel caso di stampanti a trasmissione diretta, cioè quelle macchine che hanno il motore di trascinamento montato direttamente sulla testa di stampa, è consentito l'utilizzo di entrambi i diametri. Nel caso di stampanti Bowden (dove il motore viene scollegato dalla testa di stampa e posto più lontano dal settore HOT-END di fusione) il diametro da 2,85mm fornisce in genere un alto grado di rigidità, contribuendo a distribuire il filamento all'estrusore in modo costante e soprattutto senza piegarsi. Questo diametro maggiore è più indicato soprattutto quindi nell'uso di di filamenti elastici, perchè la dimensione del filo tende a flettere meno, permettendo al materiale di fluire attraverso un lungo condotto di stile Bowden.
Eppure, è importante sapere, che il diametro ha anche impatti sulla meccanica di stampa del filamento stesso quando esso è molto tecnico e qualche volta, alcuni materiali tecnici sono essenziali per l'oggetto da stampare. Il filamento da 2,85mm richiede più tempo per fondere per millimetro rispetto al filamento da 1,75 mm e richiede una temperatura dell'ugello superiore, in quanto vi è una maggiore quantità di plastica da stampare. Per contro il diametro da 1,75mm, comporta una maggiore omogeneità durante l'estrusione e diametri molto piccoli di ugello, garantendo migliori caratteristiche finali di dettaglio di un oggetto stampato in 3D.
È un dato di fatto, nel caso di stampanti a trasmissione diretta, cioè quelle macchine che hanno il motore di trascinamento montato direttamente sulla testa di stampa, è consentito l'utilizzo di entrambi i diametri. Nel caso di stampanti Bowden (dove il motore viene scollegato dalla testa di stampa e posto più lontano dal settore HOT-END di fusione) il diametro da 2,85mm fornisce in genere un alto grado di rigidità, contribuendo a distribuire il filamento all'estrusore in modo costante e soprattutto senza piegarsi. Questo diametro maggiore è più indicato soprattutto quindi nell'uso di di filamenti elastici, perchè la dimensione del filo tende a flettere meno, permettendo al materiale di fluire attraverso un lungo condotto di stile Bowden.
Eppure, è importante sapere, che il diametro ha anche impatti sulla meccanica di stampa del filamento stesso quando esso è molto tecnico e qualche volta, alcuni materiali tecnici sono essenziali per l'oggetto da stampare. Il filamento da 2,85mm richiede più tempo per fondere per millimetro rispetto al filamento da 1,75 mm e richiede una temperatura dell'ugello superiore, in quanto vi è una maggiore quantità di plastica da stampare. Per contro il diametro da 1,75mm, comporta una maggiore omogeneità durante l'estrusione e diametri molto piccoli di ugello, garantendo migliori caratteristiche finali di dettaglio di un oggetto stampato in 3D.
E' importante notare però
che i costruttori di macchine, hanno improntato la produzione di
stampanti dedicate espressamente a diametri da 1,75 mm ed i
produttori di filamento infatti hanno ormai in catalogo tipologie di
filamenti ( specialmente quelli tecnicamente avanzati ) solo nel
diametro da 1,75 mm. C'è da dire che, l'evoluzione della tecnologia,
ha permesso di fatto un netto miglioramento generale della resa con
diametri da 1,75 mm equiparandola quindi al 2,85 mm. Solo i materiali
flessibili hanno ancora un vantaggio nell'uso del 2,85mm che però si
è molto assottigliato con le stampanti di ultima generazione
annullandosi completamente con macchine a trascinamento diretto.
DIFFERENZE
FRA 3D PRINTING E SISTEMA AD INIEZIONE TRADIZIONALE

Le maggiori differenze tra i prodotti realizzati
con la stampa FFF 3D e tecnologie di produzione tradizionali è che
le proprietà meccaniche e fisiche dell'oggetto realizzato, sono
identiche a quelle intrinseche del polimero stesso usato.
Infatti, alcuni degli elementi di riferimento presenti sulle schede tecniche dei vari tipi di filamento, si riferiscono a prove di laboratorio sulla base dei seguenti standard internazionali: DIN, ISO, ASTM.
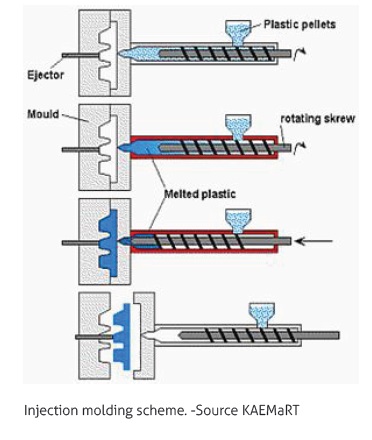
Questi test comportano l'uso di tecniche tradizionali per ottenere campioni che verranno poi successivamente testati in laboratorio. Ad esempio, i campioni che seguono la norma EN 61, che viene utilizzato per trazione, flessione e impatto, sono prodotte tramite stampaggio ad iniezione. Nello stampaggio ad iniezione, il polimero viene gelificato o fuso, poi compresso nello stampo dove poi solidifica.
Nella stampa 3D, il materiale viene depositato solo sullo strato precedente. Questa mancanza di pressione a cui il polimero viene sottoposto, insieme ad una bassa area di contatto tra i vari strati, provoca un risultato di un manufatto con una carenza meccanica più o meno accentuata.
Un altro elemento che influenza il risultato finale dell'oggetto riguarda l'ambiente dove la stampa 3D viene realizzata, più formalmente conosciuto come la camera di stampa. Una camera a temperatura controllata riscaldata permette un ritiro del materiale più omogeneo e una riduzione delle tensioni tra gli strati, entrambi i quali possono garantire una migliore qualità finale.
Stampanti cosiddette CHIUSE o termostatiche sono preferibili e danno risultati migliori per qualsiasi oggetto stampato. Resta il fatto che anche stampanti a camera aperta possono dare buoni risultati, ma certamente non consentono un corretto utilizzo di un numero di materiali altamente tecnici che preferiscono appunto un ambiente a temperatura controllata.
Infatti, alcuni degli elementi di riferimento presenti sulle schede tecniche dei vari tipi di filamento, si riferiscono a prove di laboratorio sulla base dei seguenti standard internazionali: DIN, ISO, ASTM.
Questi test comportano l'uso di tecniche tradizionali per ottenere campioni che verranno poi successivamente testati in laboratorio. Ad esempio, i campioni che seguono la norma EN 61, che viene utilizzato per trazione, flessione e impatto, sono prodotte tramite stampaggio ad iniezione. Nello stampaggio ad iniezione, il polimero viene gelificato o fuso, poi compresso nello stampo dove poi solidifica.
Nella stampa 3D, il materiale viene depositato solo sullo strato precedente. Questa mancanza di pressione a cui il polimero viene sottoposto, insieme ad una bassa area di contatto tra i vari strati, provoca un risultato di un manufatto con una carenza meccanica più o meno accentuata.
Un altro elemento che influenza il risultato finale dell'oggetto riguarda l'ambiente dove la stampa 3D viene realizzata, più formalmente conosciuto come la camera di stampa. Una camera a temperatura controllata riscaldata permette un ritiro del materiale più omogeneo e una riduzione delle tensioni tra gli strati, entrambi i quali possono garantire una migliore qualità finale.
Stampanti cosiddette CHIUSE o termostatiche sono preferibili e danno risultati migliori per qualsiasi oggetto stampato. Resta il fatto che anche stampanti a camera aperta possono dare buoni risultati, ma certamente non consentono un corretto utilizzo di un numero di materiali altamente tecnici che preferiscono appunto un ambiente a temperatura controllata.
La scelta
quindi di una stampante 3D deve prevedere anche l'acquisto di simili
tipologie con camera chiusa e la valutazione del rapporto
QUALITA'/PREZZO della stessa, deve essere sempre ben ponderato. Molto
spesso si tende ad acquistare ( per mancanza di budget o per
superficialità nella scelta) una macchina più economica possibile
che molto spesso si rivela, fin da subito, inadeguata alle proprie
aspettative. Meglio quindi attendere e raggiungere la soglia minima
di investimento per l'acquisto di una stampante 3D idonea a molti
scopi, non solo per la realizzazione di piccoli gadget, ma anche per
la costruzione di elementi più importanti, con un volume di stampa
non “microscopico” ma soprattutto verticalizzata allo scopo per
il quale ci si prefigge di iniziare l'avventura nel mondo della
stampa 3D. Esistono macchine diverse, con diverse tipologie di stampa
e modi, ma sicuramente a ben guardare, si può trovare il meglio
possibile anche senza spendere una fortuna. Consigliamo quindi di
valutare con calma le numerose offerte che a tutt'oggi il mercato
offre ed acquistare, solo dopo essere ben convinti, la giusta
stampante 3D. Ricordiamo che nessun tipo di FILAMENTO, ne costoso ne
economico, può garantire una buona stampa 3D. Un ottimo risultato si
ha solo con una ottima macchina, un buon software di gestione SLICING
e tanta, tanta pazienza nell'apprendere ogni giorno di più i segreti
di questo fantastico mondo!
Properties
|
ABS
GP22
Terluran(Ineos)
from pellet
Injection
Moulding type
|
ABS
GP22Terluran
(Ineos)
from filament |
||
3d
Printing
|
||||
25,00%
|
50,00%
|
100,00%
|
||
Notched Charpy
impact ISO179 [KJ/m2]
|
22
|
8,65
|
8,44
|
13,15
|
Flexural Modulus
ISO178 [N/mm2]
|
2300
|
1466
|
1373
|
1670
|
Traction at break
ISO 527 [MPa]
|
19,6
|
19,54
|
33,35
|
|
Elongation at break
[%]
|
10
|
3,12
|
4,35
|
3,4
|
Enervation [MPa]
|
45
|
20,39
|
21,12
|
35,5
|
Elongation at
Enervation [%]
|
2,6
|
3,12
|
4,35
|
3,4
|
MFI [g/10’]
|
13,62
|
|||
MVR [cm3/10’]
|
19
|
14,58
|
||
Esempio
di confronto tra stampa ad iniezione ed oggetti prodotti con
tecnologia di FFF
3d
print setting per questo test specifico:
Nozzle
0.4 mm
Layer
0.2 mm
3
external perimeters
2
top 100% infill layers
2
bottom 100% infill layers
Infill
disposed at 45° angle from the x axis
Print
speed 45 mm/min
100°C
buildplate
Dimafix
buildplate adhesive or
BUILD-TAK with glues
COME
IDENTIFICARE UN BUON FILAMENTO
Per
definire un filamento di alta qualità, ci sono alcuni elementi da
osservare e tenere ben presenti per la scelta di un buon tipo di
filamento:
1) Una tolleranza dimensionale contenuta all'interno di +/- 0,05 millimetri sugli assi X e Y.
2) Una tolleranza dimensionale contenuta entro +/- 00:04 su rotondità.
3) Una costanza della massa fusa di tutto il prodotto. Il filamento deve essere il più omogeneo possibile al suo interno, e non deve disporre di zone a densità maggiore o minore.
4) Il filamento deve essere totalmente priva di sostanze inquinanti o rifiuti.
5) Osservare le pertinenti norme industriali, che garantiscono un materiale di qualità per la vostra applicazione specifica.
BIO MATERIALI
1) Una tolleranza dimensionale contenuta all'interno di +/- 0,05 millimetri sugli assi X e Y.
2) Una tolleranza dimensionale contenuta entro +/- 00:04 su rotondità.
3) Una costanza della massa fusa di tutto il prodotto. Il filamento deve essere il più omogeneo possibile al suo interno, e non deve disporre di zone a densità maggiore o minore.
4) Il filamento deve essere totalmente priva di sostanze inquinanti o rifiuti.
5) Osservare le pertinenti norme industriali, che garantiscono un materiale di qualità per la vostra applicazione specifica.
BIO MATERIALI
Il primo studio condotto
si riferisce al termine BIO.
Questo termine è ora ampiamente abusato e spesso identifica in modo inappropriato materiali come “amici della natura”.
E 'importante tenere ben presente la separazione ed il relativo utilizzo dei bio-materiali compostabili e quelli bio-compatibili.
Per Bio compostabile si definisce un materiale che può essere raccolto nei rifiuti con codice marrone e quindi convertito nel ciclo di compostaggio.
Gli unici polimeri biocompostabli che sono in vigore in tutto il mercato della stampa 3D sono PLA /PHA ed HBP HEMP ( filamento derivato dalla canapa ). Questi materiali risultano dalla sintesi di materiali vegetali e non da idrocarburi, rendendoli completamente assorbibili in natura. Altri polimeri, come PCL e PBS, sopportano il Bio-termine come facilmente degradabile, ma, a differenza di PLA PHA ed HBP, in realtà non provengono da fonti rinnovabili. Anche l'aggiunta di altri materiali per un materiale non compostabile annulla il materiale della certificazione compostabilità.
La norma europea che affronta la caratteristica materiale come “biocompostability” è la EN 13432
Il termine biocompatibile, chiamato anche grado medico, indica che un certo tipo di polimero potrebbe essere impiegato per produrre manufatti esterni che entrano a contatto ripetuto con il corpo umano. Alcuni polimeri sono particolarmente adatti per essere impiantati nel corpo umano, senza causare rigetto da organi interni o infezioni. Ciò è stato reso possibile grazie alla bassa presenza di monomeri.
Questo termine è ora ampiamente abusato e spesso identifica in modo inappropriato materiali come “amici della natura”.
E 'importante tenere ben presente la separazione ed il relativo utilizzo dei bio-materiali compostabili e quelli bio-compatibili.
Per Bio compostabile si definisce un materiale che può essere raccolto nei rifiuti con codice marrone e quindi convertito nel ciclo di compostaggio.
Gli unici polimeri biocompostabli che sono in vigore in tutto il mercato della stampa 3D sono PLA /PHA ed HBP HEMP ( filamento derivato dalla canapa ). Questi materiali risultano dalla sintesi di materiali vegetali e non da idrocarburi, rendendoli completamente assorbibili in natura. Altri polimeri, come PCL e PBS, sopportano il Bio-termine come facilmente degradabile, ma, a differenza di PLA PHA ed HBP, in realtà non provengono da fonti rinnovabili. Anche l'aggiunta di altri materiali per un materiale non compostabile annulla il materiale della certificazione compostabilità.
La norma europea che affronta la caratteristica materiale come “biocompostability” è la EN 13432
Il termine biocompatibile, chiamato anche grado medico, indica che un certo tipo di polimero potrebbe essere impiegato per produrre manufatti esterni che entrano a contatto ripetuto con il corpo umano. Alcuni polimeri sono particolarmente adatti per essere impiantati nel corpo umano, senza causare rigetto da organi interni o infezioni. Ciò è stato reso possibile grazie alla bassa presenza di monomeri.
Materiali biocompatibili
e certificati utilizzati e fabbricati comprendono PE, PP, PLA, PS,
ABS, PC, PEEK, e PEI.
E 'importante notare che i materiali sono sia certificati dal produttore del materiale o in alcuni casi, dal costruttore filamento.
Ogni materiale prodotto sarà dotato di una certificazione dal produttore del prodotto finale prima di essere utilizzati in particolari condizioni, quali l'industria alimentare, il contatto con la pelle o per impianti.
E 'importante notare che i materiali sono sia certificati dal produttore del materiale o in alcuni casi, dal costruttore filamento.
Ogni materiale prodotto sarà dotato di una certificazione dal produttore del prodotto finale prima di essere utilizzati in particolari condizioni, quali l'industria alimentare, il contatto con la pelle o per impianti.
C'è da notare che, per
ogni nazione del mondo, vigono differenti norme legislative a questo
proposito che comportano rigide formalità di autorizzazione finale
per l'oggetto stampato in 3D. Infatti, utilizzare un filamento
“certificato” come uso medicale non significa automaticamente
che sia idoneo all'impianto od al contatto con la pelle umana e/o
animale. Occorre necessariamente far RI-certificare il pezzo finale
stampato come perfettamente idoneo all'uso medico che se ne vuole
fare con procedure appunto certificate da appositi enti e/o studi
tecnici di certificazione con costi piuttosto elevati ed a totale
carico dell'utente che ha realizzato la trasformazione da FILAMENTO
in OGGETTO STAMPATO IN 3D.
Per chi volesse
approfondire, si prega prendere visione del seguente LINK al nostro
BLOG – stampoin3D – dove appunto si può prendere coscienza
delle norme giuridiche vigenti in materia nel nostro Paese Italia.
LINK AL BLOG: CLICCARE QUI
POLYMERI:
LEGHE E MISCELE
Le leghe polimeriche sono definite dalla unione di due o più
polimeri che formano un materiale composto da caratteristiche
derivate da entrambi i polimeri genitori, che aiuta a migliorare
aspetti come la resistenza meccanica e lavorabilità del filamento
finale.
Ci sono polimeri che hanno generalmente una buona compatibilità tra loro, come policarbonato e ABS. Anche la percentuale della miscela polimerica nel materiale influisce l'utilizzabilità di esso. Non tutte le leghe polimeriche sono applicabili nel mondo della stampa 3D. Ad esempio, le limitazioni della tecnologia di stampa 3D impediscono l'utilizzo ottimale dei materiali come un PC-ABS con un contenuto di PC superiore al 50%, che viene normalmente utilizzato in diversi settori industriali.
Con la stampa FFF 3D, l'unione di PLA con altre basse percentuali di polimeri, permettono al prodotto finale una migliore resistenza meccanica, fisica o termica rispetto al materiale originale in PLA puro.
Nel caso specifico del PLA, l'aggiunta di altri polimeri non compostabili del materiale pregiudicano la sua certificazione di BIO-compostabilità.
Ci sono polimeri che hanno generalmente una buona compatibilità tra loro, come policarbonato e ABS. Anche la percentuale della miscela polimerica nel materiale influisce l'utilizzabilità di esso. Non tutte le leghe polimeriche sono applicabili nel mondo della stampa 3D. Ad esempio, le limitazioni della tecnologia di stampa 3D impediscono l'utilizzo ottimale dei materiali come un PC-ABS con un contenuto di PC superiore al 50%, che viene normalmente utilizzato in diversi settori industriali.
Con la stampa FFF 3D, l'unione di PLA con altre basse percentuali di polimeri, permettono al prodotto finale una migliore resistenza meccanica, fisica o termica rispetto al materiale originale in PLA puro.
Nel caso specifico del PLA, l'aggiunta di altri polimeri non compostabili del materiale pregiudicano la sua certificazione di BIO-compostabilità.
ADDITTIVATI
E CARICATI
Ci sono diversi tipi di additivi che sono in grado di offrire le caratteristiche specifiche del materiale, alcuni dei quali sono comunemente usati, altri meno comuni. Questi includono:
A) Coloranti, gli additivi più comuni sono i pigmenti che possono dare infinite sfumature di filamento colorato.
B) Lubrificanti, che consentono un flusso ottimale indipendentemente dall'indice di fluidità del polimero.
C) Stabilizzatori, che consentono il mantenimento della temperatura di lavorazione all'interno di un range ottimale.
D) Filtri per ultravioletti, che impediscono rallentare o addirittura fermare il degrado afflitto dai raggi ultravioletti.
E) Nerofumo, che è usato come filtro UV. In alcuni casi, il nero fumo è usato anche per dare una componente di CONDUTTIVITA' al filamento stesso che tuttavia non raggiunge per qualtità e prestazioni, un filamento caricato con NANOTUBI DI GRAFENE.
F) Antistatico, che abbassa significativamente il livello di superficie antistatica, per evitare che polveri e micro particelle si depositino sulla superficie.
G) I ritardanti di fiamma, che riducono l'accensione di combustione e soffocano potenziali fiamme.
H) Agenti isolanti, che consentono la diminuzione del peso specifico, aumentando anche il potere isolante.
Tuttavia, per gli elementi di “carica”, significa additivare al polimero di base del materiale che crea una natura diversa dello stesso.
Queste particelle cariche sono piccole fibre corte o perline radicate in entrambi i materiali organici, quali fibre di cellulosa, canapa, cotone, e legno, così come i materiali inorganici come farine minerali, carbonato di calcio, talco, palle e fibre di vetro, e fibre di carbonio. In generale, la dimensione delle particelle più piccole, migliore è la sua capacità di essere disperso nel polimero.
Alcuni riempitivi sono comunemente usati per la conservazione di resina, come carbonato di calcio, altri per migliorarne le proprietà meccaniche, quali fibre di vetro e di carbonio, oppure ancora altri materiali vegetali quali fibre naturali di varia natura.
Ci sono altri tipi di cariche, quali grafite e PTFE (Teflon), entrambi i quali migliorano notevolmente le proprietà di scorrimento riducendo attrito superficiale.
Una nota speciale sulla fibra di legno: la combinazione di fibre di legno e polimeri è conosciuta fin dai primi anni '80 come WPC, Legno polimero composito. Il materiale risultante è altamente efficace nella stampa 3D, ma si dovrebbe sempre prendere in considerazione l'alto livello di igroscopicità del filamento prima di utilizzarlo.
COMPOSITI
I materiali compositi sono creati attraverso una unione in cui
almeno uno dei materiali integrati è fatto da fibre. Questi tipi di
materiali hanno lo scopo specifico di aumentare le prestazioni
termiche e meccaniche, così come la rigidità.
Infatti, il materiale composito ora utilizzato più spesso in campo industriale è la poliammide con fibre di vetro. Ma, per raggiungere questi valori unici, questo composto richiede una percentuale superiore al 50% fiber.In caso della stampa FFF 3D, questa fibra composita pesante porta a una scarsa qualità dell'oggetto stampato in 3D, sia dal punto di vista estetico e dal punto di vista meccanico.
Per superare questo limite, si può passare ad un composito a base di più di poliammide e fibre di carbonio, che sono in grado di garantire elevate prestazioni anche con percentuali inferiori.
In caso di filamenti di materiali compositi, si deve sempre prendere bene in considerazione il livello di abrasione che il materiale infligge all'ugello durante la stampa. Si raccomanda quindi l'uso di ugelli prodotti con una lega metallica adeguata o rivestimenti ad alta resistenza all'abrasione.
PROCESSO
DI STAMPA CON MULTIMATERIALI
Il Co-stampaggio comporta normalmente la realizzazione di un manufatto che si compone di diversi materiali plastici distinti. Questa adesione può avvenire in due modi, dalla presa meccanica o da adesione chimica.
Nel caso di presa meccanica esistono diverse tecniche applicabili, ma principalmente si basa intorno al montaggio di parti diverse assieme.
L'adesione chimica, invece, è ottenuta con legami ionici tra le molecole del polimero. Eppure, proprio perché è pensato per legare i materiali insieme a livello molecolare, è importante notare che non tutti i polimeri sono compatibili fra loro. Infatti, se i materiali non sono compatibili, il legame ionico creato sarà debole e il manufatto stampato 3D sarà estremamente fragile.
Nella stampa 3D, siamo in grado di confrontare il co-stampaggio con
più materiali. Ad esempio, può capitare di avere bisogno di di
fabbricare un prodotto che si compone sia di materiale rigido che di
parti flessibili. In questo caso, è necessario garantire una
soluzione efficace di adesione.
Un esempio semplice è la
stampa con supporti solubili. Oggi, è possibile utilizzare materiali
come PVA, alcool polivinilico solubile in acqua, ma con alto
igroscopico, e HIPS, solubile in idrocarburi limonene ed infine anche
con PVA solubile in Alcool per l'uso di materiali che non sopportano
l'immersione in acqua o limonene, per lo scioglimento dei supporti
stessi.
Il caso qui sotto
riportato, sfrutta la compatibilità chimica tra materiali,
sovrapponendo i vari strati di materiale.

Nel caso invece sotto
riportato viene utilizzato un collegamento meccanico, ottenuto
mediante una sporgenza, per un'aderenza senza uguali.
CASE
STUDY
MATERIALI PER ARTI PROTESICI
MATERIALI PER ARTI PROTESICI

L'introduzione precedente fornisce le basi di ciò che differenzia certi polimeri nelle loro intrinseche proprietà meccaniche, fisiche e termiche. Da lì, è possibile formulare alcune linee guida generali per determinare il materiale migliore per la vostra applicazione.
Un buon modo per identificare quale materiale da utilizzare può essere scoperto attraverso i seguenti parametri:
A) Tipo di sollecitazioni meccaniche a cui sarà sottoposta l'oggetto
B) temperature di funzionamento
C) Possibile l'esposizione ai raggi UV e agli agenti atmosferici
D) Qualsiasi impatto chimico
E) Tipi di contatto con altri materiali, come la pelle dei prodotti alimentari
F) Durata dell'oggetto
Per il seguente CASE STUDY viene identificata la progettazione di un dispositivo protesico per i disabili.
Questo è un esempio che illustra l'obiettivo finale di questa guida, che è quello di trovare il materiale giusto per ogni applicazione.
Le persone afflitte da
problemi di malformazioni o amputazioni agli arti sono quelle
descritte in questo CASE STUDY per le quali è richiesta la
costruzione di una o più protesi specifiche che devono essere
realizzate con:
A) Prodotto da un materiale in grado di trattenere carico di stress pesante.
B) Una buona tenuta di torsione.
C) stampabile facilmente con eccellenti caratteristiche di ripetibilità.
D) Temperatura di utilizzo da -10 ° a + 50 °.
E) L'inserimento di fissaggio meccanico del pezzo stampato.
F) Resistente ai raggi UVA.
G) Resistente ad un lieve attacco di natura chimica, come acidi altamente diluiti e alcali.
H) Facile post-trattamento del pezzo stampato.
Con queste informazioni, si è in grado di scegliere una poliammide (nylon) rinforzata con fibre di carbonio, successivamente modificata per migliorare alcune caratteristiche meccaniche e di lavorabilità.
A) Prodotto da un materiale in grado di trattenere carico di stress pesante.
B) Una buona tenuta di torsione.
C) stampabile facilmente con eccellenti caratteristiche di ripetibilità.
D) Temperatura di utilizzo da -10 ° a + 50 °.
E) L'inserimento di fissaggio meccanico del pezzo stampato.
F) Resistente ai raggi UVA.
G) Resistente ad un lieve attacco di natura chimica, come acidi altamente diluiti e alcali.
H) Facile post-trattamento del pezzo stampato.
Con queste informazioni, si è in grado di scegliere una poliammide (nylon) rinforzata con fibre di carbonio, successivamente modificata per migliorare alcune caratteristiche meccaniche e di lavorabilità.
Commenti
Posta un commento